
Wstęp – trzy podstawowe moduły technologii IML
Skuteczne wdrożenie technologii IML (In-Mould Labelling) wymaga co najmniej trzech komponentów: robota, chwytaka EOAT wyposażonego w kopyta IML oraz magazynka etykiet IML. O kopytach pisaliśmy już w osobnym artykule (Kopyta do technologii IML), robotom poświęcimy oddzielny tekst, natomiast tutaj skupiamy się na magazynkach (ang. IML label feeder).
Podstawowy zestaw można oczywiście rozbudować o dodatkowe komponenty – na przykład system kontroli wizyjnej weryfikujący poprawność aplikacji etykiety czy ciśnieniowy system wykrywania przetrysków. Są to jednak moduły fakultatywne i nie są konieczne do uruchomienia produkcji w technologii IML.
Samo słowo „magazynek” jest nazwą branżową, obecną również w literaturze anglojęzycznej (IML label magazine) i niemieckojęzycznej (IML-Etikettenmagazin). W praktyce spotyka się też określenia IML label feeder (podajnik etykiet IML) oraz IML label stacker (zasobnik etykiet IML).
Rola magazynka IML
Zadaniem magazynka IML jest odseparowanie pojedynczej etykiety ze stosu i podanie jej na kopyto w sposób maksymalnie powtarzalny.
Etykiety trafiają od drukarni w ryzach po 500 sztuk. Taką ryzę – po wcześniejszym roztrzepaniu – wkłada się do magazynka, który w zależności od konstrukcji pomieści od 500 do nawet 5000 etykiet. Większy zasób pozwala utrzymać ciągłość produkcji bez częstego uzupełniania.
W każdym cyklu magazynek oddziela pojedynczą etykietę i podaje ją na kopyto osadzone na EOAT robota. Do separacji wykorzystuje się zwykle ssawki podciśnieniowe, nadmuch powietrza w strefie rozdzielania oraz ruchy mechaniczne układu separującego. Cały ten wysiłek wynika z tego, że etykiety mają tendencję do sczepiania się ze sobą – za sprawą adhezji, podciśnienia oraz sił elektrostatycznych. Stosuje się dziś niemal wyłącznie etykiety na bazie folii polipropylenowej, która łatwo się elektryzuje. Na dalszym etapie procesu IML jest to właściwość pożądana, lecz w samym magazynku potrafi sprawiać kłopoty. W trudniejszych przypadkach stosuje się więc dejonizatory, które zdejmują ładunek z etykiet jeszcze przed separacją.
Podsumowując: magazynek przechowuje spozycjonowany stos etykiet, w pojedynczym cyklu oddziela jedną z nich i przekazuje ją na kopyto – wszystko z najwyższą możliwą powtarzalnością. Nie jest to wymóg przesadny: nawet niewielkie błędy podania skutkują krzywym wtopieniem etykiety lub przetryskiem, czyli zatryśnięciem etykiety do wnętrza wyrobu.
Rodzaje magazynków IML by MATSIM
Spotyka się różne konstrukcje magazynków IML, różniące się właściwościami, zaletami i wadami. Trzy najczęściej stosowane warianty – standard, premium i elite – opisujemy poniżej, a na końcu krótko opiszemy rozwiązania nietypowe.
Magazynek standardowy
Jedna z najprostszych możliwych konstrukcji. Stos etykiet leży swobodnie i poziomo w pozycjonerze, który bywa pochylony pod niewielkim kątem, aby ułatwić etykietom samopozycjonowanie. Za separację odpowiada siłownik pneumatyczny umieszczony nad stosem, wyposażony w chwytak ze ssawkami podciśnieniowymi.
Cykl pracy przebiega płynnie i jest łatwy do prześledzenia. Najpierw na ssawkach załącza się podciśnienie, po czym siłownik opuszcza ramię pobierające na stos etykiet. W chwili, gdy ssawki uszczelnią się na pierwszej etykiecie, układ wykrywa próżnię i siłownik wycofuje ramię z przyssaną etykietą. Następnie wykonuje tzw. pompkę – dwa lub trzy szybkie cykle zmiany kierunku ruchu; te krótkie szarpnięcia odrywają ewentualną drugą etykietę, która swobodnie opada z powrotem na stos. Po wycofaniu ramienia magazynek oddaje etykietę na kopyto, a sposób tego przekazania zależy od dalszej kinematyki procesu: ramię albo obraca się i podaje etykietę „na płasko” (pokrywki, dna, etykiety typu motylek lub krzyż), albo przesuwa się nad kopyto i odkłada etykietę na jego górnej części (etykieta owijkowa, na ściankach wypraski). Gdy etykieta zostaje dociśnięta do kopyta, próżnia jest odpuszczana i załącza się niewielki rozdmuch. Po przejęciu etykiety przez kopyto cykl rozpoczyna się od początku.
Wady:
- mała pojemność zasobnika, zwykle do 1000 sztuk, a często mniej,
- konieczność zachowania równoległości między stosem etykiet a siłownikiem. Nawet niewielkie odchylenie sprawia, że siłownik w jednym miejscu chwyta etykietę z góry stosu, a w innym z jego dołu. Przy wysokości 100 mm odchylenie o 1° daje już 1,75 mm – naprawdę dużo,
- siłownik stale dociska i prasuje stos etykiet, co może utrudniać ich późniejszą separację,
- ssawki są mechanicznie ściskane, co przyspiesza ich zużycie,
- to konstrukcje raczej wolne – cykl roboczy przekracza 6 sekund,
- możliwe zastosowanie tylko dla form z poziomym ułożeniem gniazd (najczęściej jedno- i dwugniazdowych),
- brak możliwości bezpiecznego dokładania etykiet podczas pracy gniazda produkcyjnego – konieczne jest wstrzymanie pracy gniazda albo oprogramowanie cyklu pracy bez etykiet IML.
Zalety:
- bardzo prosta budowa i w pełni intuicyjny proces separacji, co ułatwia obserwację, ustawianie i naprawę,
- najtańszy magazynek dostępny na rynku,
- bezkonkurencyjny dla dużych etykiet, np. owijkowych do wiader 3-, 5- czy 10-litrowych,
- nie wymaga własnego sterownika – całą logiką można sterować z poziomu robota obsługującego proces (potrzeba ok. 8 programowalnych sygnałów WE/WY),
- lekki, łatwy w transporcie, przestawianiu i przezbrojeniu.
Magazynek premium

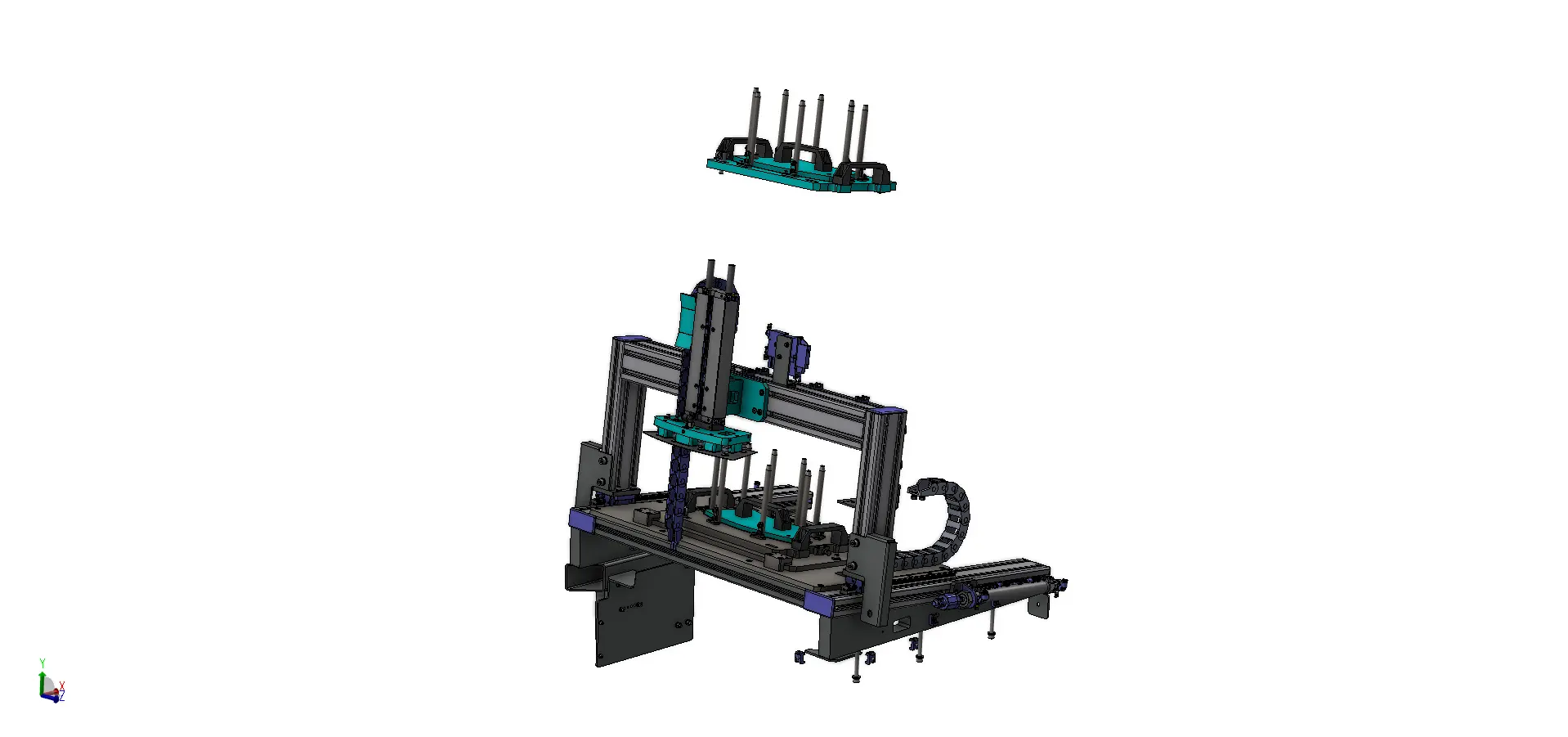
Figure 2 Magazynek typu Premium dla etykiet owijkowych. Widok od czoła.
W tej konstrukcji stos etykiet przechowywany jest pionowo lub pod niewielkim kątem. Od tyłu etykiety są stale dopychane przez siłownik zasilany obniżonym ciśnieniem (ok. 2 bary), a od przodu utrzymuje je w pozycji płytka oporowa, której obrys wewnętrzny jest nieco mniejszy od wymiarów etykiety. Etykiety mogą być pobierane bezpośrednio przez kopyto (np. etykiety dna – tylko przy cyklach powyżej 8 sekund) albo przez układ mechaniczny, który pobiera etykietę, obraca ją i oddaje na kopyto (np. etykiety owijkowe).
Cykl pracy jest tu nieco bardziej rozbudowany. Najpierw tylny siłownik dopycha stos etykiet do płytki oporowej, a od przodu dosuwa się do nich ramię mechaniczne i zaczyna naciskać. W tym momencie tylny siłownik zrzuca ciśnienie i cofa się o kilka milimetrów, dzięki czemu stos przestaje napierać na pobieraną etykietę. Na ssawkach płytki pobierającej załącza się podciśnienie i ramię zaczyna się wycofywać; tuż po wyprowadzeniu etykiety poza płytkę oporową na tylnym siłowniku ponownie załącza się ciśnienie, dociskając pozostałe etykiety do płytki. Na koniec ramię z etykietą obraca się i oddaje ją na kopyto. Część tych ruchów wykonywana jest równolegle, co skraca cykl, ale jednocześnie utrudnia obserwację procesu.
Wady:
- bardziej złożony mechanicznie i pneumatycznie,
- bardziej złożony cykl pracy – część ruchów wykonywana jest równolegle, co utrudnia obserwację,
- trudniejsza regulacja etykiet, głównie z powodu kłopotu z uchwyceniem zależności między ułożeniem etykiety na wyprasce a jej położeniem w magazynku,
- znaczne ograniczenia przy przezbrajaniu,
- nie nadaje się do dużych etykiet,
- kłopotliwe ustawienie ciśnienia siłownika dopychającego – etykiety zachowują się inaczej przy pełnym magazynku, a inaczej, gdy zostało ich niewiele,
- w praktyce pojemność do ok. 2000 etykiet,
- dokładanie etykiet wymaga pewnej wprawy i trwa dłużej niż w magazynku elite.
Zalety:
- możliwość bezpiecznego dokładania etykiet podczas pracy całego gniazda produkcyjnego,
- brak konieczności stosowania dedykowanego sterowania – całością można sterować bezpośrednio z poziomu robota (potrzeba ok. 12 sygnałów WE/WY),
- możliwe cykle pracy poniżej 6 sekund,
- lepsza powtarzalność pobrania etykiety i jej odłożenia na kopyto niż w magazynku standardowym,
- możliwość obsługi form wielogniazdowych, zarówno w ułożeniu pionowym, jak i poziomym (najczęściej formy cztero- i więcej gniazdowe).
Magazynek elite
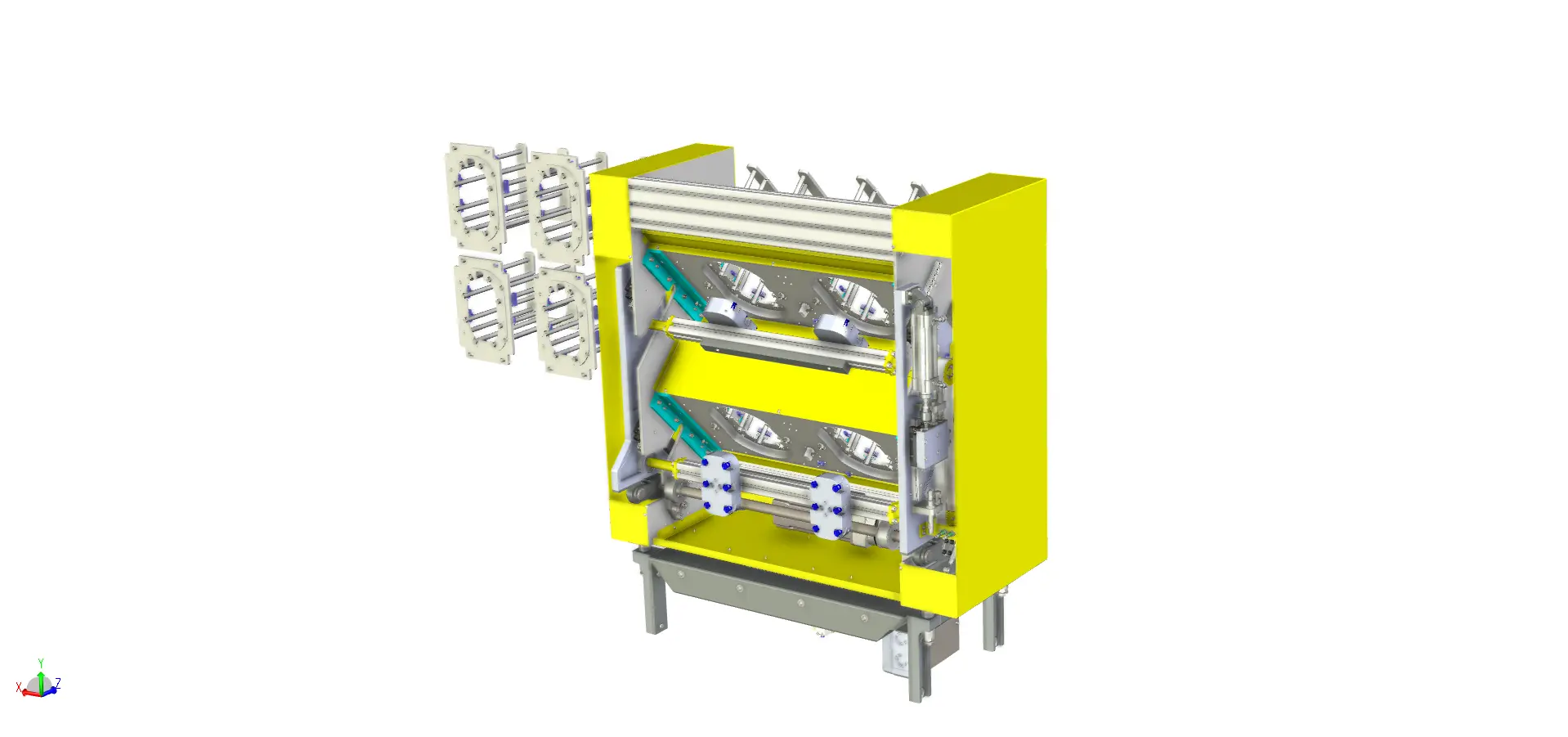
Figure 3 Magazynek typu Elite. Z boku magazykna widoczne dodatkowe kieszenie na alternatywny wymiar etykiety. Magazynek przystosowany do przezbrojenia.
Najbardziej zaawansowane rozwiązanie, zapewniające najwyższą powtarzalność i najbardziej bezawaryjną pracę. Etykiety leżą pod kątem ok. 45° i opierają się na płytce oporowej, a od tyłu obciążone są dedykowanym dociskiem. Pobierane są pojedynczo od czoła stosu przez układ mechaniczno-pneumatyczny.
Cykl pracy jest zwarty i szybki. Ramię pobierające dosuwa się do etykiet opartych o płytkę oporową i lekko przepycha stos ku górze, po czym na ssawkach załącza się podciśnienie. Po zassaniu etykieta zostaje wyciągnięta przez otwór w płytce oporowej, a pozostały stos swobodnie zsuwa się i ponownie opiera na płytce. W tym samym ruchu ramię odsuwa się od płytki i obraca w kierunku kopyta, gdzie oddaje etykietę – i cykl rozpoczyna się od początku.
Wady:
- najbardziej złożona mechanika i najwyższa cena,
- przy cyklach poniżej 6 sekund konieczne są napędy elektryczne, które wymuszają własne sterowanie PLC,
- ograniczone możliwości przezbrajania,
- skomplikowany proces wkładania pierwszych etykiet do pustego magazynka,
- błędne ustawienie zwykle powoduje wysypanie się dużej liczby etykiet, co generuje bałagan i straty,
- brak możliwości obserwacji samego procesu separacji, co utrudnia diagnostykę ewentualnych problemów.
Zalety:
- najbardziej powtarzalne pobieranie i odkładanie etykiet na kopyta,
- łatwe pozycjonowanie,
- wyjątkowo proste dokładanie etykiet (gdy magazynek nie jest pusty),
- pojemność do nawet 5000 etykiet,
- obsługa form wielogniazdowych bez dodatkowych komplikacji przy dokładaniu etykiet,
- w wersji elektrycznej osiągalne czasy cyklu poniżej 4 sekund,
- w wersji pneumatycznej, przy cyklach ok. 6 sekund, nie jest wymagane oddzielne sterowanie – układem można zarządzać z poziomu robota obsługującego proces (potrzeba 8 sygnałów WE/WY),
- w pełni bezpieczne dokładanie etykiet podczas pracy całego gniazda produkcyjnego, bez obaw o bezpieczeństwo obsługi.
Magazynki nietypowe i hybrydowe
Do tej grupy zaliczamy wszystkie rozwiązania dedykowane indywidualnym wymaganiom, które konstrukcyjnie odbiegają od typowych wariantów. MATSIM zrealizował wiele takich konstrukcji – poniżej dwa przykłady.
Przykład 1. Magazynek typu elite z siedmioma odrębnymi zasobnikami etykiet, umożliwiający pobieranie różnych etykiet w zależności od potrzeb. Operator wskazywał w sterowaniu, które etykiety mają być pobierane, a układ jednocześnie pobierał od jednej do trzech etykiet o różnym kształcie i przekazywał je na jedno kopyto. Dzięki temu wypraska posiadać może jednocześnie od jednej do trzech etykiet IML, również różniących się wielkością i kształtem.
Przykład 2. Magazynek typu standard z napędem elektrycznym, zaprojektowany z myślą o większej precyzji i szybkości pobierania etykiety ze stosu. Napęd elektryczny pozwolił dodatkowo wyeliminować dwie typowe wady standardu: stałe dociskanie etykiet przez siłownik pneumatyczny oraz przyspieszone zużycie ssawek. Rozwiązanie nietypowe – główne atuty standardu (niski koszt i prosta budowa) świadomie poświęcono na rzecz wyższej prędkości pracy i dokładności pobrania.
Który magazynek wybrać – szybki poradnik
Do wyboru właściwego magazynka wystarczą w praktyce trzy informacje:
- Ułożenie gniazd w formie wtryskowej. Jeśli pionowe – magazynek standardowy odpada.
- Wielkość etykiety. Jeśli duża, np. owijka na wiadro 3 l – jedyną rozsądną opcją jest magazynek standardowy.
- Oczekiwany cykl produkcyjny (próg dolny):
- od 3 sekund wzwyż → elite,
- od 5 sekund wzwyż → premium,
- od 8 sekund wzwyż → standard.
Pozostałe czynniki mają charakter pomocniczy i rozstrzygają dopiero wtedy, gdy powyższe nie wskazały jednoznacznie wyboru:
- Częstotliwość dokładania etykiet: raz na zmianę → elite; trzy razy na zmianę → standard.
- Dopuszczalność zatrzymania produkcji na czas dokładania etykiet: jeśli niedopuszczalne – w grę wchodzą tylko standard i elite.
- Tolerancja pływania etykiety na wyprasce rzędu 1,0 mm: jeśli nieakceptowalna – standard lub elite.
- Różni dostawcy etykiet IML (różniące się – nawet nieznacznie – wymiarami): jeśli tak – bezpieczniejszy jest standard.
W razie wątpliwości co do wyboru właściwej wersji chętnie pomożemy.
Podsumowanie
Magazynek etykiet IML to jeden z kluczowych komponentów całej technologii. Źle dobrany, wadliwie zaprojektowany lub niedbale wykonany potrafi mocno dać się we znaki. Problemy po jego stronie bywają niedoceniane – za niepowtarzalne układanie etykiet w formie obwinia się przeważnie kopyto, robota, a nawet samą formę, podczas gdy faktyczną przyczyną jest niepowtarzalne pobieranie etykiet z magazynka lub kłopoty z ich separacją.
Wszelkie luzy na elementach ruchomych magazynka są niedopuszczalne – zwiększają zakłócenia, nad którymi nie mamy kontroli. Magazynek musi być również dobrze uziemiony, aby zapewnić właściwe odprowadzenie ładunku z przechowywanych etykiet. Istotne jest także umożliwienie pozycjonowania etykiet w sposób, który nie zakłóca trwającego procesu produkcyjnego – pozwala to szybko reagować na pojawiające się odchylenia.
Można pokusić się o ocenę, że za 25–50% odrzutów produkcyjnych związanych z wadliwie ułożoną etykietą IML odpowiada właśnie magazynek oraz proces przekazywania etykiety na kopyto. Jak w każdym systemie produkcyjnym, drobne szczegóły grają tu dużą rolę – aby ograniczyć straty, warto zadbać o porządny magazynek.
O MATSIM
MATSIM specjalizuje się w budowie maszyn, robotów i narzędzi do technologii IML – w tym magazynków etykiet i kopyt. Tworzymy zarówno proste podajniki pojedynczych etykiet, jak i zaawansowane, zrobotyzowane gniazda produkcyjne z robotami bocznego wjazdu. Nasze rozwiązania integrujemy z produktami firm trzecich – wtryskarkami, robotami kartezjańskimi, wygrodzeniami bezpieczeństwa, systemami wizyjnymi itp.
MATSIM w liczbach (stan na 2026 rok):
- 16 osób, własna narzędziownia i biuro konstrukcyjne,
- rocznie projektujemy i wykonujemy ponad 80 kopyt i 20 magazynków IML,
- nasze rozwiązania pracują w firmach w Polsce, Czechach, Hiszpanii i Stanach Zjednoczonych,
- ponad 20 lat doświadczenia inżynierów MATSIM w technologii IML.
W czym możemy pomóc: dysponujemy szeroką wiedzą z zakresu technologii wtryskowych. Wspieramy klientów na każdym etapie wdrażania i utrzymania technologii IML – zarówno po stronie sprzętowej, jak i procesowej. Doradzamy w doborze rozwiązań, weryfikujemy parametry techniczne sprzętu firm trzecich i pomagamy stabilizować procesy produkcyjne na wtryskarkach.