
Einleitung – drei Grundmodule der IML-Technologie
Für die erfolgreiche Implementierung der IML-Technologie (In-Mould Labeling) werden mindestens drei Komponenten benötigt: ein Roboter, ein EOAT-Greifer mit IML-Aufnahmen sowie ein IML-Etikettenmagazin. Über die Aufnahmen haben wir bereits in einem separaten Artikel geschrieben, den Robotern widmen wir einen eigenen Beitrag. An dieser Stelle konzentrieren wir uns auf die Magazine (engl. IML label feeder).
Dieses Basisset lässt sich selbstverständlich um zusätzliche Komponenten erweitern – etwa um ein Bildverarbeitungssystem zur Kontrolle der korrekten Etikettenapplikation oder um ein druckbasiertes System zur Erkennung von Überspritzungen. Dabei handelt es sich jedoch um optionale Module, die für den Start der Produktion in IML-Technologie nicht zwingend erforderlich sind.
Der Begriff „Magazin“ ist eine etablierte Branchenbezeichnung und findet sich auch in der englischsprachigen Fachliteratur (IML label magazine) sowie im Deutschen (IML-Etikettenmagazin). In der Praxis begegnet man außerdem Bezeichnungen wie IML label feeder oder IML label stacker.
Die Aufgabe des IML-Magazins
Die Aufgabe des IML-Magazins besteht darin, ein einzelnes Etikett aus dem Stapel zu vereinzeln und mit maximaler Wiederholgenauigkeit an die Aufnahme zu übergeben.
Die Etiketten kommen aus der Druckerei in Stapeln zu je 500 Stück. Ein solcher Stapel wird – nach vorherigem Auflockern – in das Magazin eingelegt, das je nach Bauart 500 bis sogar 5000 Etiketten aufnehmen kann. Ein größerer Vorrat sichert die Produktionskontinuität ohne häufiges Nachfüllen.
In jedem Zyklus vereinzelt das Magazin ein einzelnes Etikett und übergibt es an die auf dem EOAT des Roboters montierte Aufnahme. Zur Separation werden in der Regel Vakuumsauger, Luftunterstützung im Trennbereich sowie mechanische Bewegungen des Vereinzelungssystems eingesetzt. Dieser Aufwand ist notwendig, weil Etiketten dazu neigen, aneinander zu haften – durch Adhäsion, Unterdruck und elektrostatische Kräfte. Heute werden nahezu ausschließlich Etiketten auf Basis von Polypropylenfolie verwendet, die sich leicht elektrostatisch auflädt. In späteren Prozessschritten des IML ist diese Eigenschaft erwünscht, im Magazin selbst kann sie jedoch Probleme verursachen. In anspruchsvolleren Fällen werden daher Ionisatoren eingesetzt, die die Ladung noch vor der Vereinzelung von den Etiketten entfernen.
Zusammengefasst: Das Magazin hält einen exakt positionierten Etikettenstapel vor, vereinzelt im jeweiligen Zyklus ein Etikett und übergibt es an die Aufnahme – alles mit möglichst hoher Wiederholgenauigkeit. Diese Anforderung ist keineswegs überzogen: Schon geringe Zuführfehler führen zu schief eingeschmolzenen Etiketten oder zu Überspritzungen, also dazu, dass das Etikett ins Innere des Bauteils eingespritzt wird.
Arten von IML-Magazinen by MATSIM
Es gibt verschiedene Bauarten von IML-Magazinen, die sich in ihren Eigenschaften sowie in ihren Vor- und Nachteilen unterscheiden. Die drei am häufigsten eingesetzten Varianten – Standard, Premium und Elite – beschreiben wir im Folgenden. Anschließend gehen wir kurz auf Sonderlösungen ein.
Standardmagazin
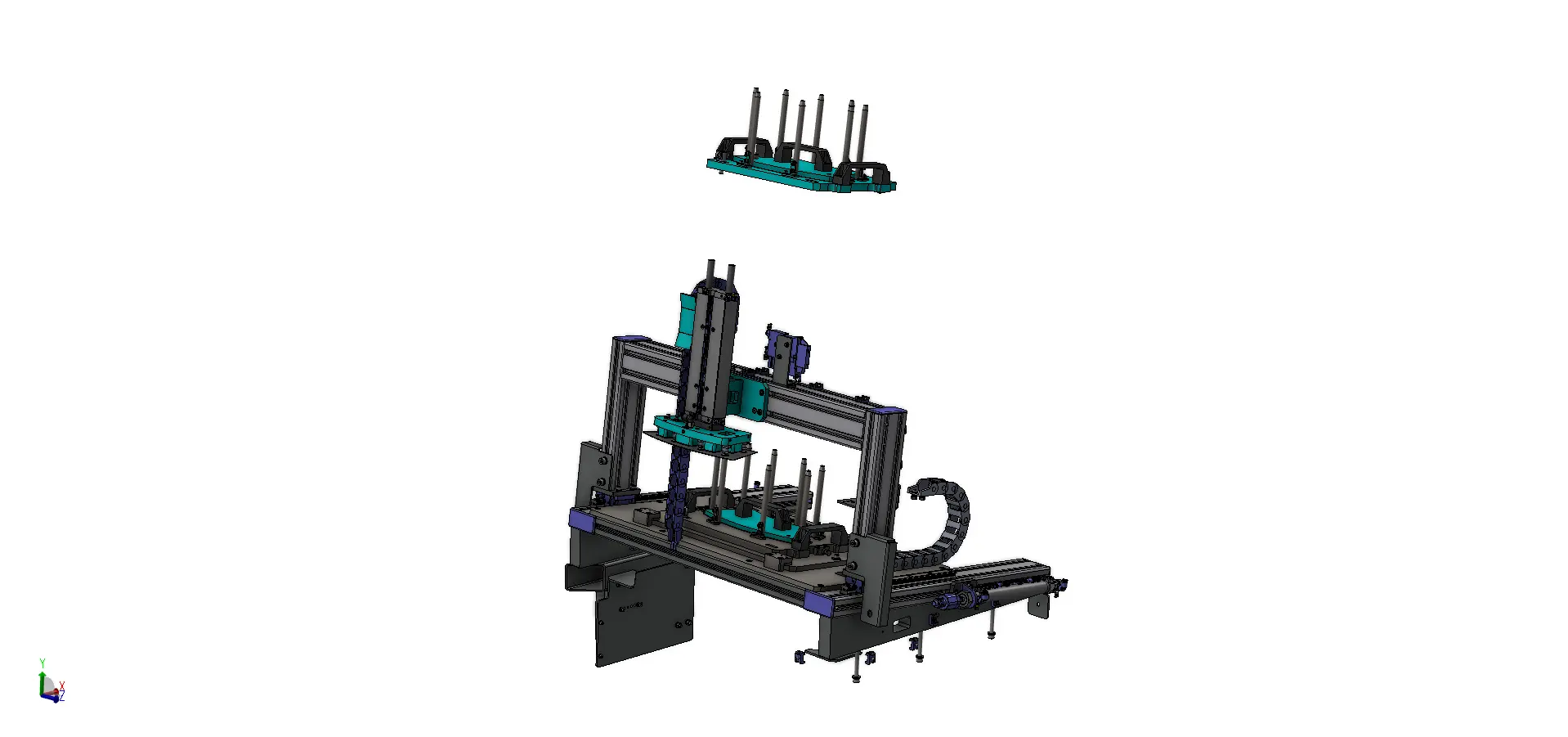
Eine der einfachstmöglichen Konstruktionen. Der Etikettenstapel liegt frei und horizontal in einem Positionierer, der leicht geneigt sein kann, um die Selbstpositionierung der Etiketten zu erleichtern. Für die Vereinzelung ist ein über dem Stapel angeordneter Pneumatikzylinder verantwortlich, der mit einem Greifer mit Vakuumsaugern ausgestattet ist.
Der Arbeitszyklus ist flüssig und gut nachvollziehbar. Zunächst wird an den Saugern das Vakuum aktiviert, danach senkt der Zylinder den Entnahmearm auf den Etikettenstapel ab. Sobald die Sauger auf dem obersten Etikett abdichten, erkennt das System das Vakuum, und der Zylinder zieht den Arm mit dem angesaugten Etikett zurück. Anschließend erfolgt die sogenannte Pumpbewegung – zwei oder drei schnelle Richtungswechsel; diese kurzen Ruckbewegungen lösen ein eventuell mitgenommenes zweites Etikett ab, das frei auf den Stapel zurückfällt. Nach dem Zurückfahren des Arms übergibt das Magazin das Etikett an die Aufnahme. Die Art der Übergabe hängt dabei von der weiteren Kinematik des Prozesses ab: Entweder dreht sich der Arm und übergibt das Etikett „flach“ (Deckel, Böden, Schmetterlings- oder Kreuzetiketten), oder er verfährt über die Aufnahme und legt das Etikett auf deren Oberseite ab (Wrap-around-Etikett an den Seitenwänden des Formteils). Sobald das Etikett an die Aufnahme angedrückt ist, wird das Vakuum abgeschaltet und ein leichter Abblasimpuls zugeschaltet. Nach der Übernahme durch die Aufnahme beginnt der Zyklus von vorn.
Nachteile:
- geringe Speicherkapazität, in der Regel bis zu 1000 Stück, oft auch weniger,
- Notwendigkeit, die Parallelität zwischen Etikettenstapel und Zylinder einzuhalten. Schon kleine Abweichungen führen dazu, dass der Zylinder an einer Stelle das Etikett oben aus dem Stapel greift und an anderer Stelle weiter unten. Bei 100 mm Höhe ergibt bereits eine Abweichung von 1° rund 1,75 mm – das ist sehr viel,
- der Zylinder drückt und verdichtet den Etikettenstapel permanent, was die spätere Vereinzelung erschweren kann,
- die Sauger werden mechanisch zusammengedrückt, was ihren Verschleiß beschleunigt,
- eher langsame Konstruktion – der Arbeitszyklus liegt über 6 Sekunden,
- nur für Werkzeuge mit horizontal angeordneten Kavitäten geeignet (meist ein- oder zweifach),
- kein sicheres Nachlegen von Etiketten während des Betriebs der Produktionszelle – entweder muss die Zelle angehalten oder ein Zyklus ohne IML-Etiketten programmiert werden.
Vorteile:
- sehr einfacher Aufbau und ein vollständig intuitiver Vereinzelungsprozess, was Beobachtung, Einstellung und Reparatur erleichtert,
- das günstigste Magazin am Markt,
- unschlagbar bei großen Etiketten, z. B. Wrap-around-Etiketten für 3-, 5- oder 10-Liter-Eimer,
- kein eigener Controller erforderlich – die gesamte Logik kann direkt über den Prozessroboter gesteuert werden (ca. 8 programmierbare Ein-/Ausgangssignale nötig),
- leicht, einfach zu transportieren, umzusetzen und umzurüsten.
Premiummagazin
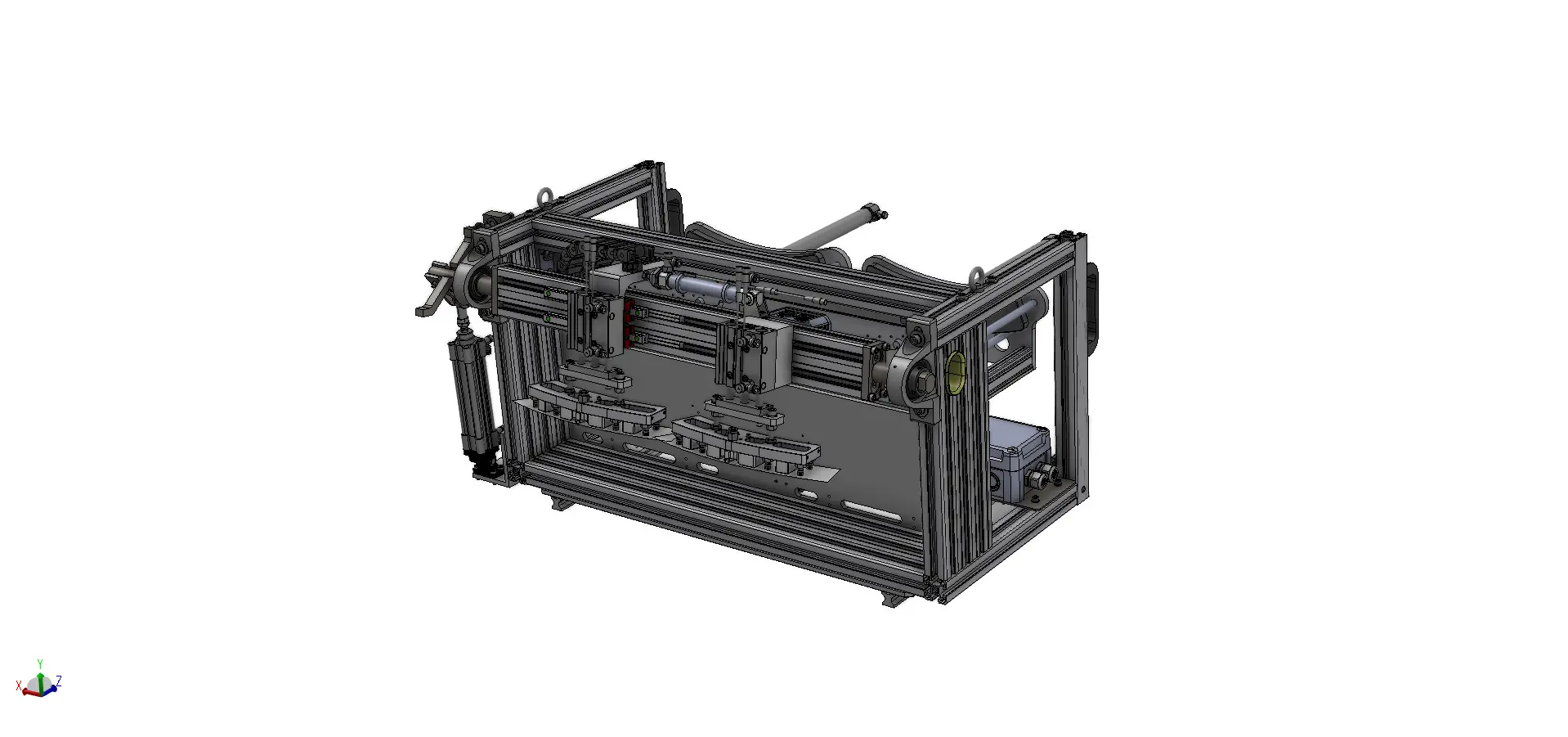
Abbildung 2 Premiummagazin für Wrap-around-Etiketten. Frontalansicht.
Bei dieser Konstruktion wird der Etikettenstapel vertikal oder unter einem leichten Winkel gelagert. Von hinten werden die Etiketten durch einen mit reduziertem Druck (ca. 2 bar) betriebenen Zylinder permanent nachgeschoben, während sie von vorn durch eine Anschlagplatte in Position gehalten werden, deren Innenkontur etwas kleiner als die Etikettenabmessungen ist. Die Etiketten können entweder direkt von der Aufnahme entnommen werden (z. B. Bodenetiketten – allerdings nur bei Zyklen über 8 Sekunden) oder durch eine mechanische Einheit, die das Etikett entnimmt, dreht und an die Aufnahme übergibt (z. B. Wrap-around-Etiketten).
Der Arbeitszyklus ist hier etwas komplexer aufgebaut. Zunächst schiebt der hintere Zylinder den Etikettenstapel an die Anschlagplatte, während sich von vorn ein mechanischer Arm nähert und Druck aufbaut. In diesem Moment reduziert der hintere Zylinder den Druck und fährt einige Millimeter zurück, sodass der Stapel nicht mehr auf das entnommene Etikett drückt. An den Saugern der Entnahmeplatte wird Vakuum aktiviert, und der Arm beginnt sich zurückzuziehen. Kurz nachdem das Etikett über die Anschlagplatte hinausgeführt wurde, wird am hinteren Zylinder wieder Druck aufgebaut, sodass die übrigen Etiketten erneut an die Anschlagplatte gedrückt werden. Zum Schluss dreht sich der Arm mit dem Etikett und übergibt es an die Aufnahme. Ein Teil dieser Bewegungen läuft parallel ab, was den Zyklus verkürzt, die Beobachtung des Prozesses jedoch erschwert.
Nachteile:
- mechanisch und pneumatisch komplexer,
- komplexerer Arbeitszyklus – ein Teil der Bewegungen läuft parallel, was die Beobachtung erschwert,
- aufwendigere Etikettenjustierung, vor allem wegen der schwierigen Zuordnung zwischen der Etikettenlage am Formteil und ihrer Position im Magazin,
- deutliche Einschränkungen bei Umrüstungen,
- nicht für große Etiketten geeignet,
- aufwendige Einstellung des Nachschubzylinderdrucks – die Etiketten verhalten sich bei vollem Magazin anders als bei fast leerem,
- in der Praxis Kapazität bis etwa 2000 Etiketten,
- das Nachlegen von Etiketten erfordert etwas Übung und dauert länger als beim Elite-Magazin.
Vorteile:
- sicheres Nachlegen von Etiketten während des Betriebs der gesamten Produktionszelle,
- keine dedizierte Steuerung erforderlich – das Gesamtsystem kann direkt über den Roboter gesteuert werden (ca. 12 Ein-/Ausgangssignale nötig),
- Zykluszeiten unter 6 Sekunden möglich,
- bessere Wiederholgenauigkeit bei Entnahme und Ablage des Etiketts auf der Aufnahme als beim Standardmagazin,
- geeignet für Mehrkavitätenwerkzeuge sowohl in vertikaler als auch in horizontaler Anordnung (meist Werkzeuge mit vier oder mehr Kavitäten).
Elite-Magazin
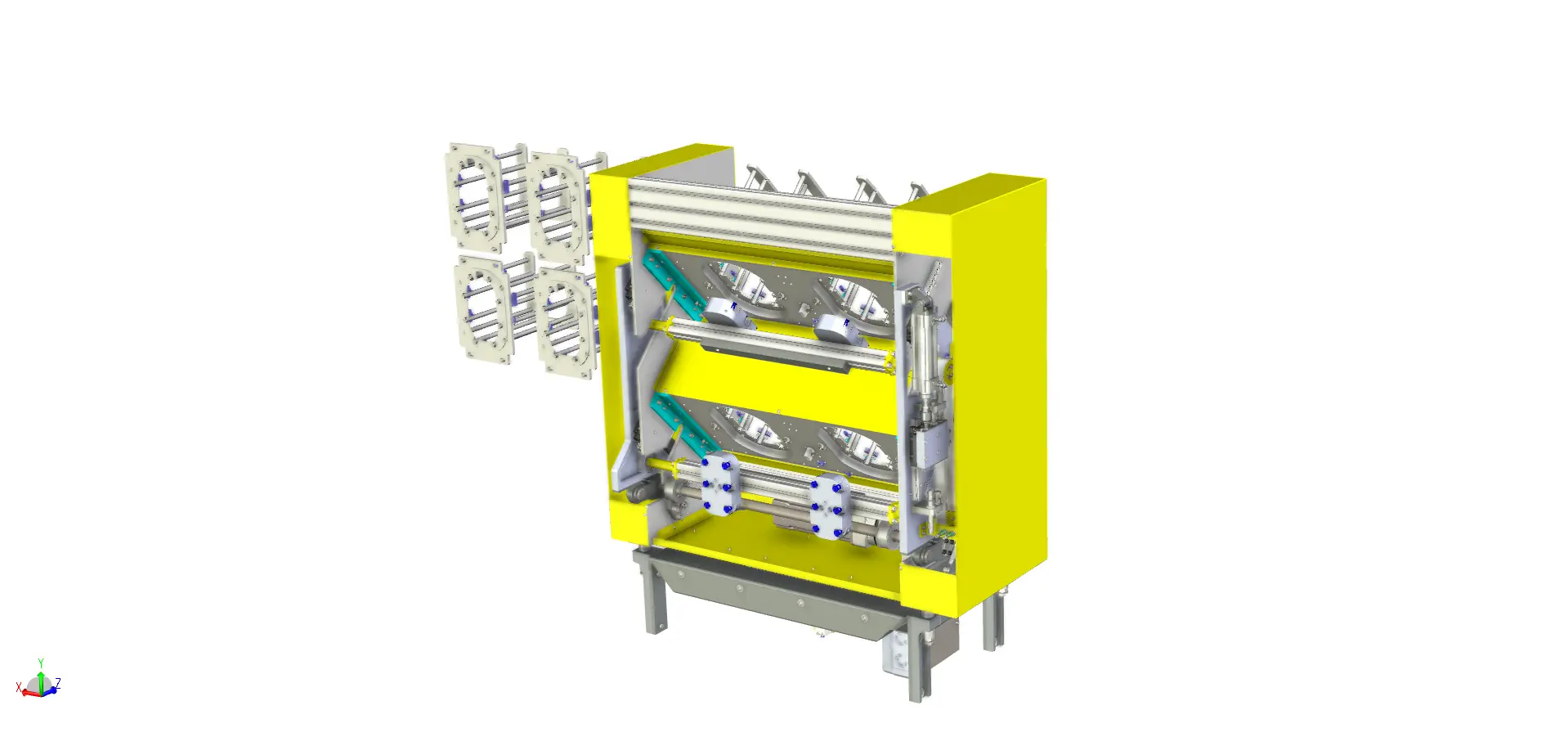
Abbildung 3 Elite-Magazin. Seitlich am Magazin sind zusätzliche Taschen für ein alternatives Etikettenformat sichtbar. Das Magazin ist für Umrüstungen vorbereitet.
Die technisch fortschrittlichste Lösung mit der höchsten Wiederholgenauigkeit und der zuverlässigsten Arbeitsweise. Die Etiketten liegen in einem Winkel von etwa 45° und stützen sich auf eine Anschlagplatte, während sie von hinten durch eine speziell ausgelegte Andruckeinheit belastet werden. Die Entnahme erfolgt einzeln an der Stirnseite des Stapels durch ein mechanisch-pneumatisches System.
Der Arbeitszyklus ist kompakt und schnell. Der Entnahmearm fährt an die an der Anschlagplatte anliegenden Etiketten heran und schiebt den Stapel leicht nach oben. Anschließend wird an den Saugern das Vakuum aktiviert. Nach dem Ansaugen wird das Etikett durch eine Öffnung in der Anschlagplatte herausgezogen, während der restliche Stapel frei nachrutscht und sich erneut an der Platte abstützt. In derselben Bewegung entfernt sich der Arm von der Platte, dreht sich in Richtung der Aufnahme und übergibt dort das Etikett – dann beginnt der Zyklus erneut.
Nachteile:
- die komplexeste Mechanik und der höchste Preis,
- bei Zyklen unter 6 Sekunden sind elektrische Antriebe erforderlich, die eine eigene PLC-Steuerung voraussetzen,
- begrenzte Umrüstungsmöglichkeiten,
- aufwendiger Einlegeprozess der ersten Etiketten in ein leeres Magazin,
- eine falsche Einstellung führt in der Regel dazu, dass viele Etiketten herausfallen, was Unordnung und Verluste verursacht,
- keine direkte Beobachtung des eigentlichen Vereinzelungsprozesses möglich, was die Diagnose eventueller Probleme erschwert.
Vorteile:
- höchste Wiederholgenauigkeit bei Entnahme und Ablage der Etiketten auf den Aufnahmen,
- einfache Positionierung,
- besonders einfaches Nachlegen von Etiketten (solange das Magazin nicht leer ist),
- Kapazität von bis zu 5000 Etiketten,
- für Mehrkavitätenwerkzeuge ohne zusätzliche Komplikationen beim Nachlegen geeignet,
- in der elektrischen Ausführung sind Zykluszeiten unter 4 Sekunden erreichbar,
- in der pneumatischen Ausführung ist bei Zyklen um 6 Sekunden keine separate Steuerung nötig – das System kann direkt über den Prozessroboter geführt werden (8 Ein-/Ausgangssignale erforderlich),
- vollständig sicheres Nachlegen von Etiketten während des Betriebs der gesamten Produktionszelle, ohne Risiko für das Bedienpersonal.
Sonder- und Hybridmagazine
Zu dieser Gruppe zählen alle Lösungen, die für individuelle Anforderungen entwickelt wurden und konstruktiv von typischen Varianten abweichen. MATSIM hat viele solcher Ausführungen realisiert – nachfolgend zwei Beispiele.
Beispiel 1. Ein Elite-Magazin mit sieben separaten Etikettenvorräten, das die Entnahme unterschiedlicher Etiketten je nach Bedarf ermöglicht. Der Bediener gab in der Steuerung vor, welche Etiketten entnommen werden sollten, und das System entnahm gleichzeitig ein bis drei Etiketten unterschiedlicher Form und übergab sie an eine einzige Aufnahme. Dadurch kann ein Formteil gleichzeitig ein bis drei IML-Etiketten tragen, auch in unterschiedlichen Größen und Geometrien.
Beispiel 2. Ein Standardmagazin mit elektrischem Antrieb, ausgelegt auf höhere Präzision und schnellere Etikettenentnahme aus dem Stapel. Der elektrische Antrieb eliminierte zudem zwei typische Nachteile des Standardtyps: das permanente Andrücken der Etiketten durch den Pneumatikzylinder sowie den beschleunigten Verschleiß der Sauger. Eine ungewöhnliche Lösung – die wichtigsten Stärken des Standards (niedrige Kosten und einfacher Aufbau) wurden hier bewusst zugunsten höherer Arbeitsgeschwindigkeit und exakterer Entnahme aufgegeben.
Welches Magazin ist die richtige Wahl? – Ein kurzer Leitfaden
Für die Auswahl des passenden Magazins reichen in der Praxis drei Informationen aus:
- Anordnung der Kavitäten im Spritzgießwerkzeug. Bei vertikaler Anordnung scheidet das Standardmagazin aus.
- Größe des Etiketts. Ist das Etikett groß, z. B. ein Wrap-around-Etikett für einen 3-Liter-Eimer, ist das Standardmagazin die einzige sinnvolle Option.
- Gewünschte Produktionszykluszeit (untere Grenze):
- ab 3 Sekunden → Elite,
- ab 5 Sekunden → Premium,
- ab 8 Sekunden → Standard.
Die übrigen Faktoren haben unterstützenden Charakter und werden erst dann entscheidend, wenn die oben genannten Kriterien keine eindeutige Wahl ermöglichen:
- Häufigkeit des Nachlegens von Etiketten: einmal pro Schicht → Elite; dreimal pro Schicht → Standard.
- Zulässigkeit eines Produktionsstopps zum Nachlegen von Etiketten: Ist ein Stopp nicht akzeptabel, kommen nur Premium und Elite infrage.
- Toleranz einer Etikettenabweichung am Formteil von etwa 1,0 mm: Ist das nicht akzeptabel, sind Standard oder Elite die bessere Wahl.
- Unterschiedliche Lieferanten von IML-Etiketten (mit – wenn auch nur geringfügig – abweichenden Abmessungen): Falls ja, ist Standard die sicherere Option.
Wenn Sie bei der Wahl der passenden Ausführung unsicher sind, unterstützen wir Sie gerne.
Zusammenfassung
Das IML-Etikettenmagazin ist eine der Schlüsselkomponenten der gesamten Technologie. Ist es falsch ausgewählt, fehlerhaft konstruiert oder unsauber gefertigt, kann es erhebliche Probleme verursachen. Schwierigkeiten auf dieser Seite werden häufig unterschätzt – für ungenaue Etikettenpositionen im Werkzeug macht man meist die Aufnahme, den Roboter oder sogar das Werkzeug selbst verantwortlich, obwohl die eigentliche Ursache oft in der ungenauen Etikettenentnahme aus dem Magazin oder in Problemen bei der Vereinzelung liegt.
Jegliches Spiel an beweglichen Elementen des Magazins ist unzulässig – es erhöht Störungen, die sich nicht kontrollieren lassen. Das Magazin muss außerdem gut geerdet sein, um die Ladung der gelagerten Etiketten zuverlässig abzuleiten. Ebenso wichtig ist die Möglichkeit, Etiketten zu positionieren, ohne den laufenden Produktionsprozess zu stören – nur so lässt sich schnell auf auftretende Abweichungen reagieren.
Man kann durchaus davon ausgehen, dass 25–50 % der Produktionsausschüsse im Zusammenhang mit fehlerhaft positionierten IML-Etiketten auf das Magazin und den Prozess der Etikettenübergabe an die Aufnahme zurückzuführen sind. Wie in jedem Produktionssystem spielen auch hier kleine Details eine große Rolle – wer Verluste reduzieren will, sollte in ein solides Magazin investieren.
Über MATSIM
MATSIM ist auf den Bau von Maschinen, Robotern und Werkzeugen für die IML-Technologie spezialisiert – darunter Etikettenmagazine und Aufnahmen. Wir entwickeln sowohl einfache Zuführsysteme für einzelne Etiketten als auch komplexe robotisierte Produktionszellen mit Side-Entry-Robotern. Unsere Lösungen integrieren wir mit Produkten anderer Hersteller – Spritzgießmaschinen, kartesischen Robotern, Schutzeinhausungen, Bildverarbeitungssystemen usw.
MATSIM in Zahlen (Stand 2026):
- 16 Mitarbeitende, eigener Werkzeugbau und eigenes Konstruktionsbüro,
- jährlich entwickeln und fertigen wir über 80 Aufnahmen und 20 IML-Magazine,
- unsere Lösungen sind in Unternehmen in Polen, Tschechien, Spanien und den Vereinigten Staaten im Einsatz,
- über 20 Jahre Erfahrung der MATSIM-Ingenieure in der IML-Technologie.
Wobei wir Sie unterstützen können: Wir verfügen über umfassendes Know-how in der Spritzgießtechnik. Wir begleiten unsere Kunden in jeder Phase der Einführung und Stabilisierung der IML-Technologie – sowohl auf Hardware- als auch auf Prozessebene. Wir beraten bei der Auswahl geeigneter Lösungen, prüfen die technischen Parameter von Anlagen anderer Hersteller und helfen dabei, Produktionsprozesse auf Spritzgießmaschinen zu stabilisieren.