
Introduction – the three core modules of IML technology
Successful implementation of IML (In-Mould Labelling) technology requires at least three components: a robot, an EOAT gripper fitted with IML cores, and an IML label magazine. We have already covered the cores in a separate article (IML Cores), and we will devote a separate article to robots. Here, however, we focus on the magazines themselves, often referred to in English as IML label magazines or label feeders.
Of course, the basic setup can be expanded with additional components – for example, a vision inspection system to verify correct label placement or a pressure-based flash detection system. These modules are optional, however, and are not required to launch IML production.
The term “magazine” itself is standard industry terminology and appears in English-language literature as “IML label magazine”, as well as in German as “IML-Etikettenmagazin”. In practice, you may also come across terms such as “IML label feeder” or, less commonly, “IML label stacker”.
The role of the IML magazine
The purpose of an IML magazine is to separate a single label from the stack and present it to the core with maximum repeatability.
Labels arrive from the printer in reams of 500. After the stack has been fanned, it is loaded into the magazine which, depending on the design, can hold anywhere from 500 to as many as 5,000 labels. Greater capacity helps maintain production continuity without frequent refilling.
In every cycle, the magazine separates a single label and presents it to the core mounted on the robot EOAT. Separation typically relies on vacuum suction cups, an air blow in the separation zone, and the mechanical movement of the separating mechanism. All of this is necessary because labels naturally tend to cling together due to adhesion, vacuum and electrostatic forces. Today, labels are almost exclusively made from polypropylene film, which readily builds up static charge. Later in the IML process this is actually beneficial, but inside the magazine it can cause difficulties. In more demanding cases, ionisers are therefore used to remove the charge from the labels before separation.
In summary, the magazine stores a precisely positioned stack of labels, separates one label in each cycle, and transfers it to the core – all with the highest possible repeatability. This is by no means an excessive requirement: even small feed errors can result in a crookedly fused label or flash, meaning the label becomes moulded into the inside of the product.
Types of IML magazines by MATSIM
There are various IML magazine designs on the market, each with its own characteristics, advantages and drawbacks. Below we describe the three most common variants – standard, premium and elite – and then briefly outline some non-standard solutions.
Standard magazine
One of the simplest designs possible. The label stack rests freely in a horizontal position inside a positioning tray, which may be inclined slightly to help the labels self-align. Separation is handled by a pneumatic cylinder mounted above the stack and fitted with a gripper equipped with vacuum suction cups.
The operating cycle is smooth and easy to follow. First, vacuum is applied to the suction cups, after which the cylinder lowers the pick-up arm onto the label stack. Once the suction cups seal against the first label, the system detects the vacuum and the cylinder retracts the arm with the attached label. It then performs what is often called a “pump” motion – two or three rapid changes of direction. These short jerks detach any second label that may have come with the first, allowing it to fall freely back onto the stack. After retracting, the magazine transfers the label to the core. The exact method depends on the downstream kinematics of the process: the arm either rotates and presents the label flat (for lids, bases, butterfly or cross-shaped labels), or moves over the core and places the label on its upper section (for wrap-around labels on the side walls of the moulding). Once the label is pressed onto the core, the vacuum is released and a slight air blow is applied. After the core takes over the label, the cycle begins again.
Drawbacks:
- low magazine capacity, usually up to 1,000 labels and often less,
- the need to maintain parallelism between the label stack and the cylinder. Even a small deviation means the cylinder picks the label from the top of the stack in one area and from the bottom in another. At a height of 100 mm, a deviation of 1° already gives 1.75 mm – which is a lot,
- the cylinder continuously presses and compacts the label stack, which can make later separation more difficult,
- the suction cups are mechanically compressed, which accelerates wear,
- these designs are relatively slow – the cycle time exceeds 6 seconds,
- they can only be used with moulds where the cavities are arranged horizontally, usually single- or two-cavity moulds,
- there is no safe way to add labels while the production cell is running – the cell must either be stopped or programmed to run temporarily without IML labels.
Advantages:
- a very simple design and a fully intuitive separation process, making it easy to observe, set up and repair,
- the lowest-cost magazine available on the market,
- unmatched for large labels, for example wrap-around labels for 3-, 5- or 10-litre buckets,
- no dedicated controller is required – all logic can be controlled directly from the process robot (around 8 programmable I/O signals are needed),
- lightweight and easy to transport, reposition and change over.
Premium magazine

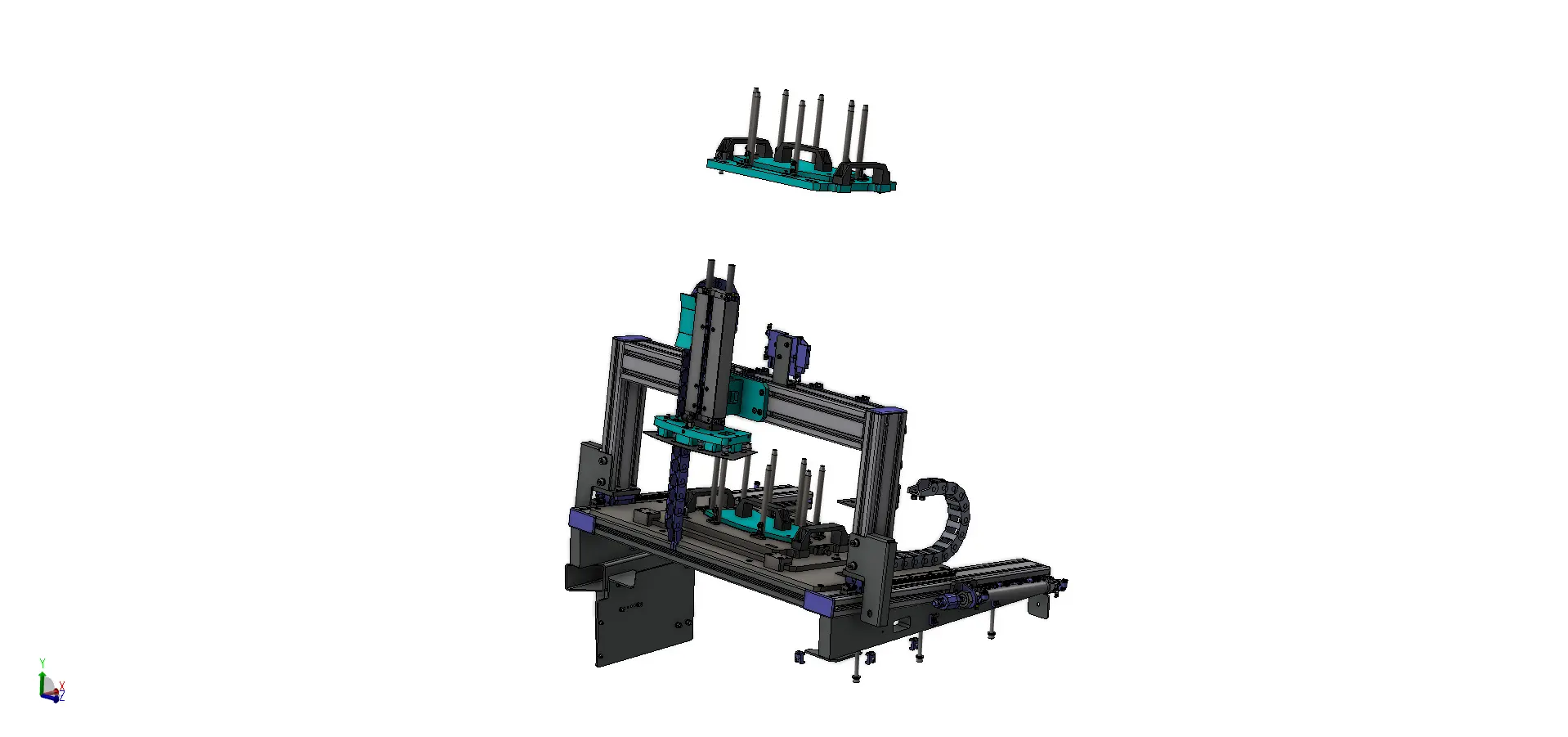
Figure 2. Premium-type magazine for wrap-around labels. Front view.
In this design, the label stack is stored vertically or at a slight angle. From the rear, the labels are continuously pushed forward by a cylinder supplied with reduced pressure (around 2 bar), while at the front they are held in position by a stop plate whose internal outline is slightly smaller than the label dimensions. Labels may be picked directly by the core (for example base labels, though only for cycles above 8 seconds) or by a mechanical system that picks the label, rotates it and transfers it to the core (for example wrap-around labels).
Here the operating cycle is somewhat more elaborate. First, the rear cylinder pushes the label stack against the stop plate, and then the mechanical arm moves in from the front and begins to apply pressure. At that point, the rear cylinder vents and retracts by a few millimetres so that the stack no longer presses against the label being picked. Vacuum is then applied to the suction cups on the pick-up plate and the arm begins to retract. As soon as the label clears the stop plate, pressure is restored on the rear cylinder, pressing the remaining labels back against the plate. Finally, the arm rotates with the label and transfers it to the core. Some of these movements take place in parallel, which shortens the cycle but also makes the process harder to observe.
Drawbacks:
- more mechanically and pneumatically complex,
- a more complex operating cycle – some movements take place in parallel, making observation more difficult,
- more difficult label adjustment, mainly because it is harder to see the relationship between the label’s position on the moulding and its position in the magazine,
- significant limitations during changeovers,
- not suitable for large labels,
- the pressure setting of the push cylinder can be troublesome – labels behave differently when the magazine is full and differently again when only a few remain,
- in practice, capacity is limited to around 2,000 labels,
- adding labels requires some practice and takes longer than with the elite magazine.
Advantages:
- labels can be added safely while the entire production cell remains in operation,
- no dedicated control system is required – the whole unit can be controlled directly from the robot (around 12 I/O signals are needed),
- cycle times below 6 seconds are possible,
- better repeatability in label pick-up and placement onto the core than with the standard magazine,
- suitable for multi-cavity moulds, both with vertical and horizontal cavity layouts, most often four cavities or more.
Elite magazine
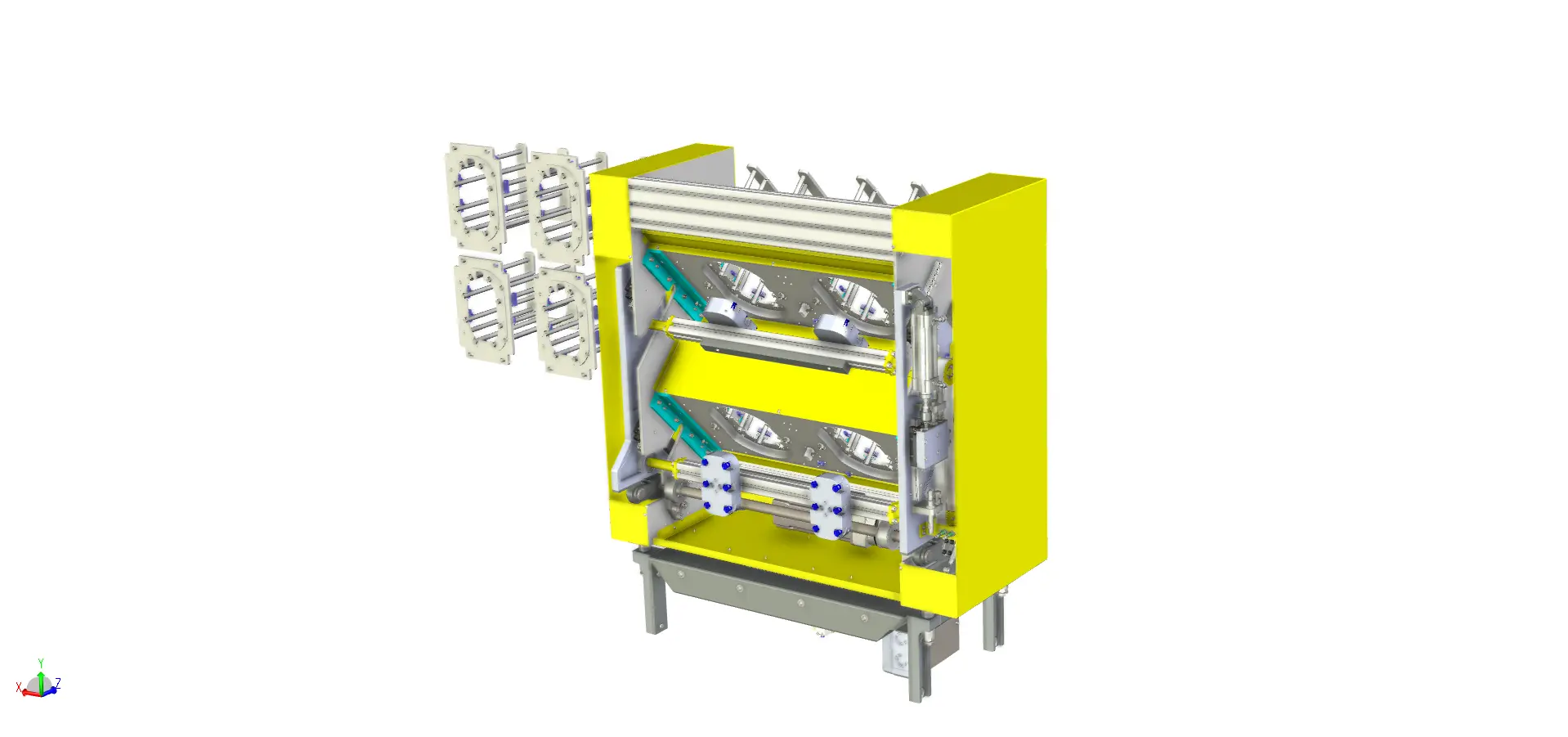
Figure 3. Elite-type magazine. Additional pockets for an alternative label size are visible on the side of the magazine. The magazine is designed for changeover.
This is the most advanced solution, offering the highest repeatability and the most reliable operation. The labels rest at an angle of around 45° against a stop plate and are loaded from behind by a dedicated pressure mechanism. They are picked one by one from the front of the stack by a mechanical-pneumatic handling system.
The operating cycle is compact and fast. The pick-up arm moves towards the labels resting on the stop plate and gently pushes the stack upwards, after which vacuum is applied to the suction cups. Once the label has been picked, it is drawn through an opening in the stop plate, while the remaining stack slides down freely and settles against the plate again. In the same movement, the arm moves away from the plate and rotates towards the core, where it transfers the label – and the cycle starts again.
Drawbacks:
- the most complex mechanics and the highest price,
- for cycle times below 6 seconds, electric drives are required, which means a dedicated PLC control system is needed,
- limited changeover possibilities,
- a complicated process for loading the first labels into an empty magazine,
- incorrect set-up usually causes a large number of labels to spill out, creating mess and waste,
- the separation process itself cannot be observed directly, which makes troubleshooting more difficult.
Advantages:
- the most repeatable label pick-up and placement onto the cores,
- easy positioning,
- exceptionally easy label top-up, provided the magazine is not empty,
- capacity of up to 5,000 labels,
- supports multi-cavity moulds without additional complications during label top-up,
- in the electric version, cycle times below 4 seconds can be achieved,
- in the pneumatic version, with cycle times of around 6 seconds, no separate controller is required – the unit can be managed from the process robot (8 I/O signals are needed),
- labels can be added in complete safety while the entire production cell remains in operation, without concern for operator safety.
Non-standard and hybrid magazines
This group includes all solutions dedicated to individual requirements and structurally different from the typical variants. MATSIM has delivered many such designs – below are two examples.
Example 1. An elite-type magazine with seven separate label reservoirs, enabling different labels to be picked depending on requirements. The operator selected in the control system which labels were to be picked, and the unit simultaneously picked from one to three labels of different shapes and transferred them to a single core. This made it possible for one moulding to carry from one to three IML labels at the same time, including labels of different sizes and shapes.
Example 2. A standard-type magazine with an electric drive, designed for greater precision and faster label pick-up from the stack. The electric drive also eliminated two typical drawbacks of the standard version: the constant compression of the labels by the pneumatic cylinder and the accelerated wear of the suction cups. This was a non-standard solution in which the main strengths of the standard design – low cost and simplicity – were deliberately traded for higher speed and greater pick-up accuracy.
Which magazine should you choose? A quick guide
In practice, selecting the right magazine comes down to three key pieces of information:
- Cavity layout in the injection mould. If vertical, the standard magazine is not an option.
- Label size. If the label is large, for example a wrap-around label for a 3-litre bucket, the only sensible option is the standard magazine.
- Target production cycle time (lower threshold):
- from 3 seconds upwards → elite,
- from 5 seconds upwards → premium,
- from 8 seconds upwards → standard.
The remaining factors are secondary and only become decisive when the points above do not lead to a clear choice:
- Frequency of label top-up: once per shift → elite; three times per shift → standard.
- Whether production may be stopped to add labels: if stoppage is unacceptable, only premium and elite should be considered.
- Acceptance of label drift on the moulding in the order of 1.0 mm: if unacceptable – standard or elite.
- Different IML label suppliers (with dimensions that vary, even slightly): if so, the standard version is the safer option.
If you are unsure which version is right for your application, we will be happy to help.
Summary
The IML label magazine is one of the key components of the entire technology. If it is poorly selected, badly designed or carelessly manufactured, it can cause serious problems. Issues on the magazine side are often underestimated – inconsistent label placement in the mould is usually blamed on the core, the robot or even the mould itself, whereas the real cause is inconsistent label pick-up from the magazine or problems during separation.
Any play in the moving parts of the magazine is unacceptable – it increases disturbances that cannot be controlled. The magazine must also be properly earthed to ensure the effective dissipation of charge from the stored labels. It is equally important to allow label positioning adjustments in a way that does not disrupt the ongoing production process, enabling a quick response to emerging deviations.
It is reasonable to estimate that 25–50% of production rejects related to incorrectly positioned IML labels are caused precisely by the magazine and the process of transferring the label to the core. As in any production system, small details play a major role here – so if you want to reduce losses, it is worth investing in a well-designed magazine.
About MATSIM
MATSIM specialises in designing and building machines, robots and tooling for IML technology, including label magazines and cores. We develop both simple single-label feeders and advanced robotic production cells with side-entry robots. Our solutions are integrated with third-party products such as injection moulding machines, Cartesian robots, safety fencing and vision systems.
MATSIM in numbers (as of 2026):
- 16 employees, with our own toolroom and design office,
- every year we design and manufacture more than 80 cores and 20 IML magazines,
- our solutions operate in companies in Poland, the Czech Republic, Spain and the United States,
- more than 20 years of IML experience among MATSIM engineers.
How we can help: we have broad expertise in injection moulding technology. We support customers at every stage of implementing and maintaining IML technology – both on the equipment side and on the process side. We advise on solution selection, verify the technical parameters of third-party equipment, and help stabilise production processes on injection moulding machines.